

Web Site by cg-photohraphy.co.uk


This project kind of picks up from where we left off last time. Last time if you remember we strengthened the legs, fitted some wheels, and fitted a new mains lead.
This time we are going to tackle that slow running belt. Remember this machine was designed to work primarily with wood. When you work with wood you do not want to make fire! So the belt runs slower, also you ideally need to have a belt that is harder than steel, which is mainly what I work with.
The machine is supplied with a brown aluminium oxide belt. They will work for steel, but will wear badly, and that is no good for us. So last time I spoke about replacing the belt not with Zirconia but with Ceramic.
Having had that recap lets get started, with today’s project.
What I don’t have is a picture of what the machine looked like inside, in it’s original state. However, all will become clear as we progress. Have a look at the picture below:
Belt Sander Pulley Modification
Project Date: 5 Sep 2018

This is one of those new machines with the missing leg cross braces. You can see the black face cover? If you remove that there is a small black drive pulley.
That is connected to the large sanding wheel disc. The rotational ratio gives a belt speed of 5.6M/Second.
What we need is more like three times that, so we will have to play with that drive ratio, and change it.
Now unfortunately, the sanding disc is in fact also the drive wheel, as it is machined from one piece of aluminium.
However, I do not want to keep the disc just use the sanding belt, so that is not going to be a problem.
I also did not want to replace that plastic belt guard, or want to run the machine without one. So I have to find the largest motor pulley wheel that would fit within that guard.
This I decided was 95mm, with a 16mm dia for the shaft. I found one on Ebay see the picture below:
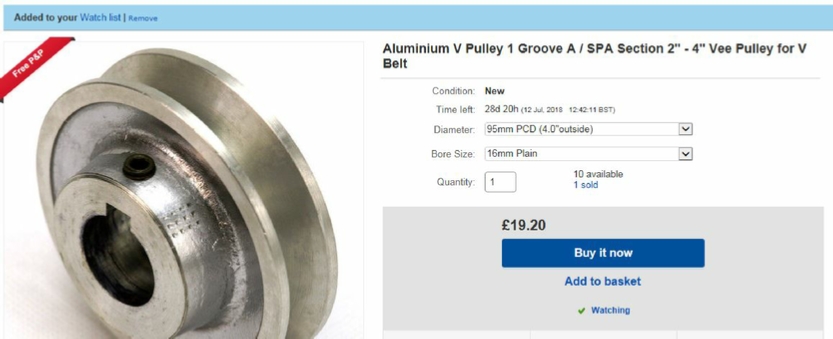
Now we do have one problem, The pulley in the picture has a keyway, however, if you look at the ad the description says ‘Plain’.
When the pulley did arrive, if fact it was plain, no keyway, which was correct. The motor shaft does have a keyway. So we will need to fix this first of all.
Now you could just tighten down the grub screw in the pulley, and hope for the best? but that could lead to serious problems, and it’s not how I do things.
So how to cut a keyway? Well what you need is a keyway broach, no not the sort that you wear. In fact what we want is a 5mm broach. Now I have a very good company that mainly sells second use machine equipment. It’s in Foots Cray and is called ‘Home and Workshop Machinery’ However, it also has a lot of hand tools, drills and just about anything else you could imagine, it’s well worth a visit.
Anyway, I went along and what did I find but a 5mm keyway broach, a 16mm guide and a selection of shims. See picture below:

The picture on the left shows the original small black pulley. The broach in the centre, the shims on the right, and that guide which I was test fitting in the motor pulley.
The next problem was how to cut that key using the broach. Normally you would use a press, which I had. However, the broach was too long to fit it. Now the pulley was soft aluminium, and I did have quite a few shims, so I could take many light cutting passes.
What I am going to suggest is certainly not the best way of going about this. But I decided to use my pillar drill as a press, using lots of cutting oil as well.


Even if I say so myself I think that went very well.
I cut the keyway so that it would lineup with the grub screw, in that way the screw would hold the keyway tightly in place while the pulley is in motion.

Key way in place and new pulley fitted on to the motor shaft.


You can now see the integrated sanding disc and pulley wheel.
This is the original motor plate showing the belt speed of 5.6Mtr/sec

Now I needed speed, and had one of those ‘serendipity moments, because both of the shafts are the same diameter. So..how about swapping the pulleys over?
Larger new motor pulley driving the original smaller motor on the belt drive.

What you do need is a new drive belt, and we are good to go!

Here are my rough calculations with a thought to belt speed.
I think that we are now running at 15.96 Mtr/sec which is a very well worth belt speed increase.

Things are looking good in the speed department, but not so hot in the safety department.
The problem is with that huge sanding disc now gone, we now have a hole to fill with the belt cover!

What we need to do now is make some standoffs making sure that they do not foul the belt drive. Then create a steel cover plate.
I feel a plasma cutting moment coming on! But before that we need to make some guides.

Now if you have read though the Equipment page you will know that I purchased this plasma cutting strip a while ago. Frost import some of the parts from Eastwood in the USA.
Like most things that I purchase, all it needs is the right time to use it, and this is one of those times.
I need to plasma cut a gentle curve for the top cover plate out of 2mm steel.

I had some brass rod left over from another project. Did some calculations, found the best position and got the lathe running, did some tapping, and made these standoff’s.

Looks good!

Evan better with the bottom cover in place.

The strip is both magnetic and self adhesive so should ‘stick’ to the steel plate.
However, as I did not want to risk it moving I clamped it using two toolmakers clamps.








Here we have what it looks like today, fitted with a narrow ceramic belt. The unit is great to use, munching its way through inch by ½ steel bar with no problem. Just make sure you use that cleaner block as I said on the equipment page. Sure if you want a high speed belt grinder with a three horse motor it’s going to be faster, but at what physical size and cost?
This one will do for me, and it was fun doing the project.
Another one done!
Most important, that curve MUST be 4.2 to 4.7mm larger, to allow for that plasma cutting tip!
Where would I be with out that Cros_arc?

Time to fire up that trusted Cros_Arc plasma cutter.
Just a quick clean up needed.
Followed up with a quick test fit, looks good!
Even better with the bolt holes drilled
It’s going ok!
The finished job!
| Rage 3 Saw |
| ESAB Welder |
| Cros-Arc Plasma |
| HHO |
| Spot Welding |
| Betty's Gates |
| Car Headlights |
| Julia's Dartboard |
| Outside Light Base |
| Weather Vane |
| Geoff's Gates |
| Loft Hoist |
| Colin Laser Mount |